重点优势
20+品牌集成系统,提拱完全防止策划方案 10+企业事例,高新项目战略合作经验总结 10+年技能产品研发实践活动科研成果激发 保持设计标准规定化, 可加快做好生产设备提升版本升级 防错的手段对搭配线的工艺开始监督机制 机制工服组合夹具自我认识纠正错误、自動判断杀意波动换装技术工艺
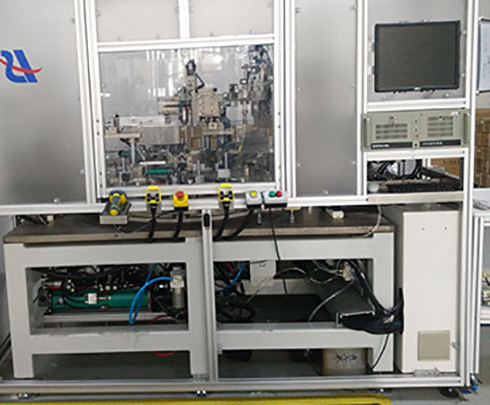
蜗轮蜗杆蜗杆缝隙值:≤1° 伞齿轮弹出功率:±100Nm 扭杆环保设备压装力:50KN(MAX) 蜗轮蜗杆轴、输人轴时候量:0.8mm~1mm 对中打销读取扭力示值:±50N.m,定位精度0.1% 蜗蜗钻速:12rpm,正负极转各540° 磨蹭力检测方法,检测方法伞齿轮端高速旋转载荷关键工序
打洞压销—蜗轮蜗杆新车磨合疲劳试验—感测器器调中—蜗轮蜗杆缝隙调中—能力測試台
 返回上一页
返回上一页
 扫码关注公众号
扫码关注公众号  汽车工业
汽车工业
 工业机电
工业机电
 消费品
消费品
 医疗品
医疗品
 绿色能源
绿色能源